- ホーム
- VERICUT製品概要
- 送り速度の最適化(オプション機能)


ナレッジベース・マシニング
ベリカットは切削加工におけるナレッジベース(知識データベース)の役割を果たしていまます。
シミュレーションプロセスを通して、切削毎の状況に対し、最適な送り速度を学習します。
また、各切削ブロックで除去された材料の体積も正確に把握します。それらの知識を使用して、各切削ブロックを小さなセグメントに分割します。
各セグメントでの切削条件に対する最良の送り速度が割り当てられます。
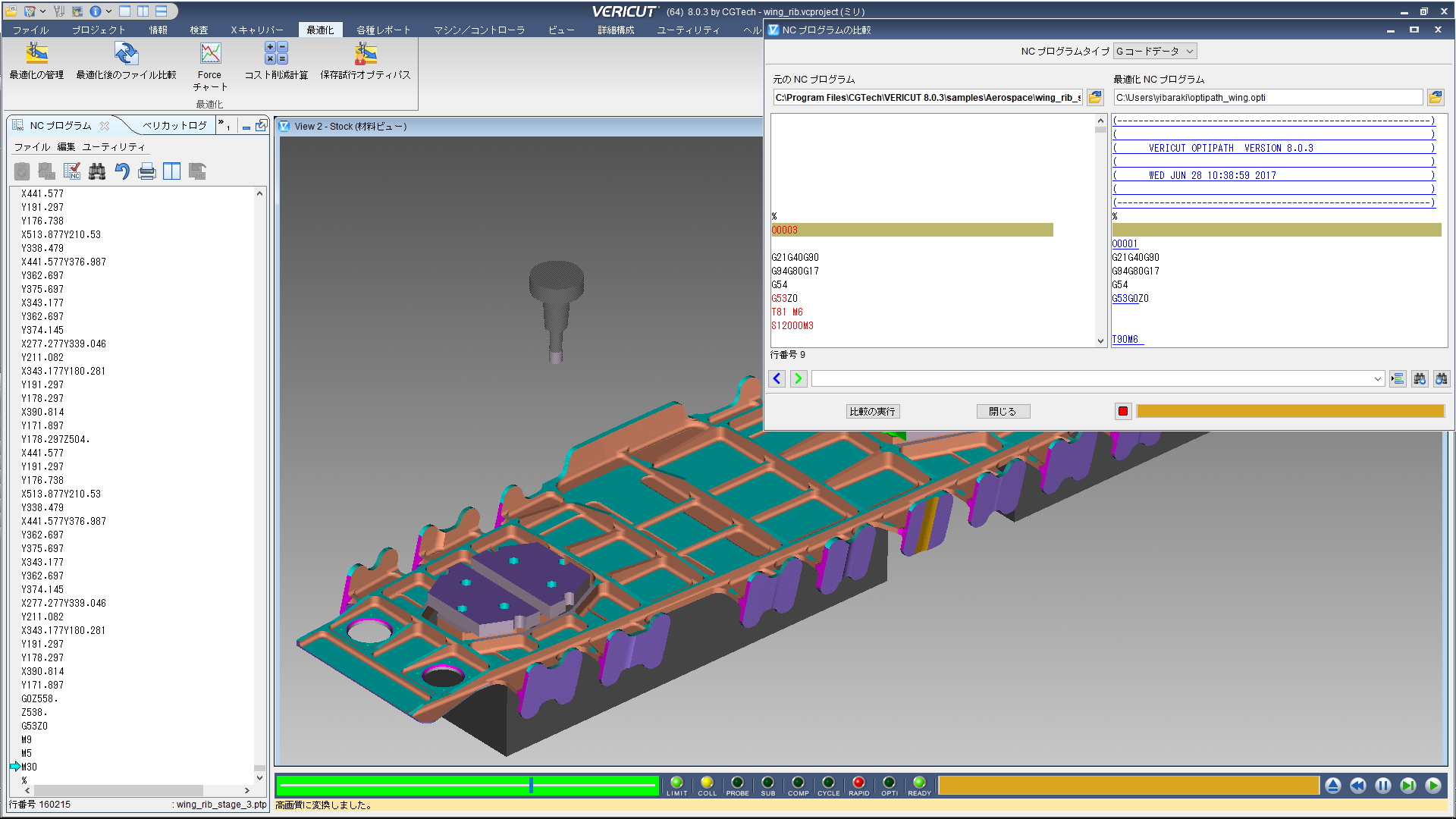
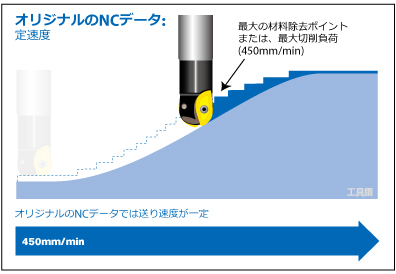
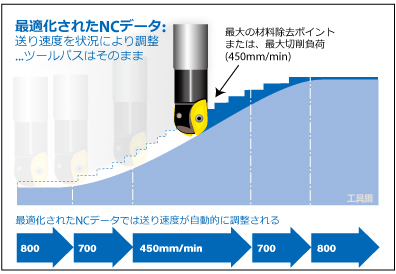
その後、送り速度が改善された新しいツールパスが出力されますが、ツールパスの軌道自体は変更されません。
送り速度を最適化するために、オプティパス®とForceの2つの独立した機能が用意されています。
オプティパス®
オプティパス®は、標準的な加工法を使用し、ユーザーの希望する体積除去率、切屑厚さ、および切削速度に基いて送り速度を設定します。
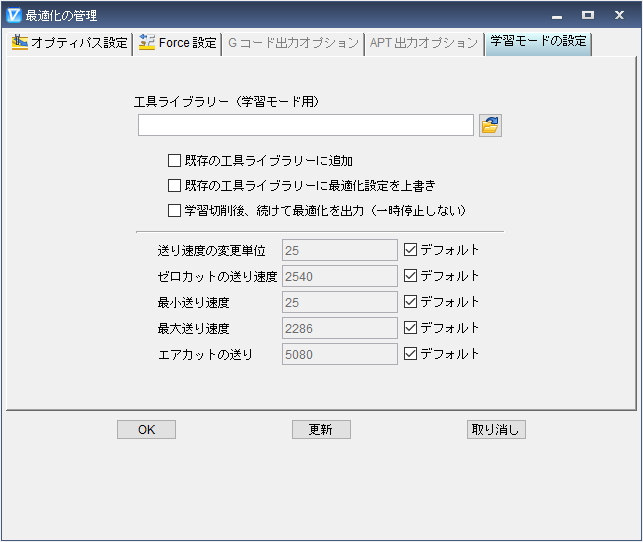
セットアップウィザードでは、対話型の設定パネルで簡単に操作が行えます。設定値の定義は一度行うだけで、すべて最適化ライブラリに保存されます。次回からはライブラリを利用するだけでNCプログラムは最適化されます。
Force
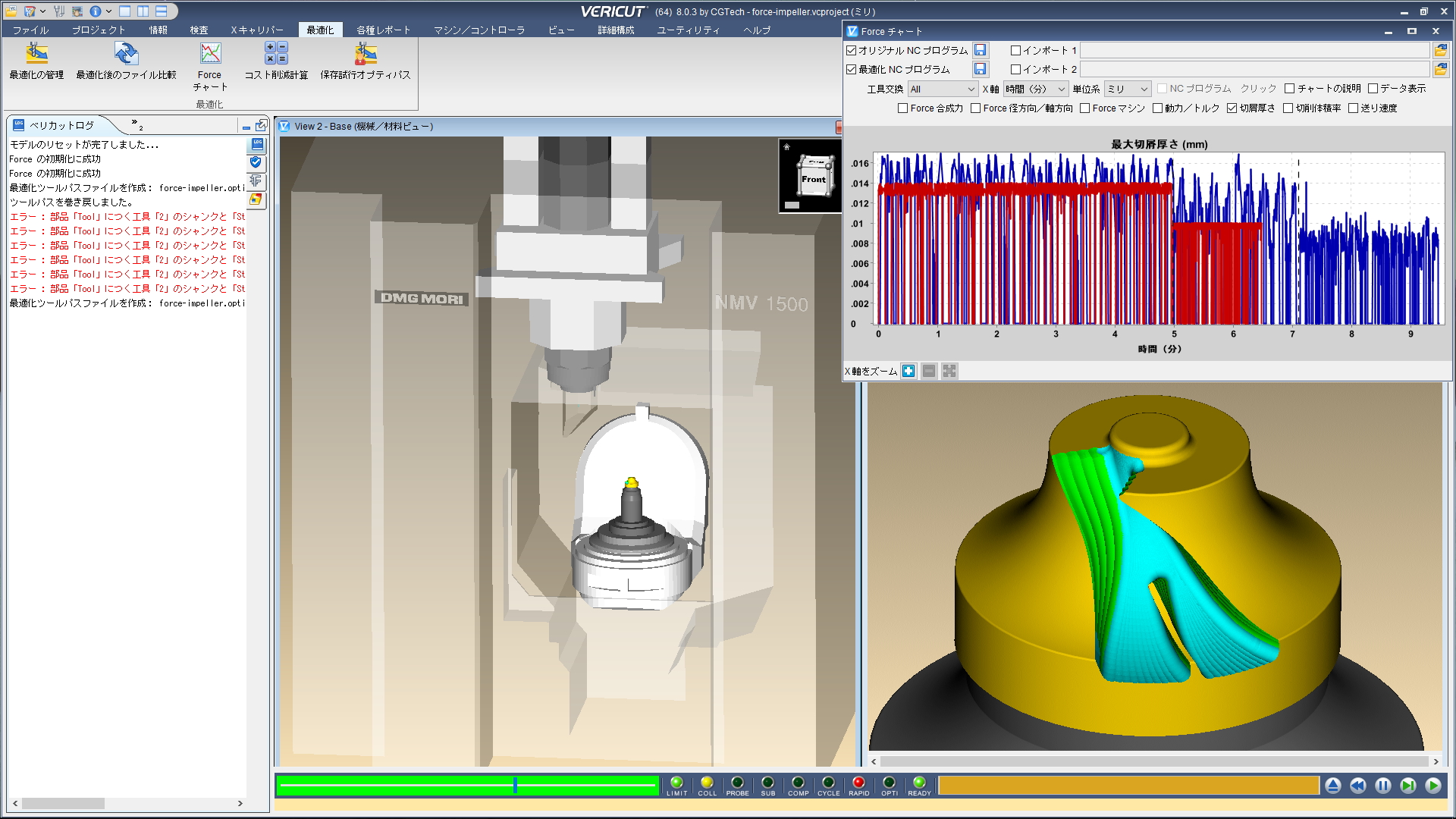
Force™は、材料と切削工具の材質に関連する材料特性と、切削エッジのジオメトリとベリカットでシミュレーションされた切削条件を使用して、切削力と工具負荷を予測します。
工具負荷、荷重、主軸動力、および主軸トルクの潜在的な問題を解決するために、詳細なチャートを表示することができます。その後、ベリカットは荷重、工具負荷、主軸動力が理想値に収まるよう、自動的に送り速度を調整します。
Forceは、材料のせん断強度・摩擦・温度の影響を考慮した独自の材料係数セットを使用して切削条件を予測します。材料データは物理的機械加工特性試験から作成され、有限要素理論結果からの推定に頼りません。
どちらが良いのか?
どちらの方法も最適な送り速度を実現し、サイクルタイムの短縮、加工面の仕上がり品質の向上、工具摩耗の低減などのメリットを実現します。
Forceは、難削材を使用した機械加工、特に5軸側面切削などの複雑な多軸加工に優れています。材料素材が特徴付けられると、将来の機械加工作業において、工具や機械に幅広く活用することができます。
オプティパス®は、材料データベースを使用しませんので、一般的な材料に適していますが、ユーザーの加工知識が必要となります。切削工具、材料、工作機械ごとの理想的な切削条件がわかっている場合に有効です。

最適化の仕組み
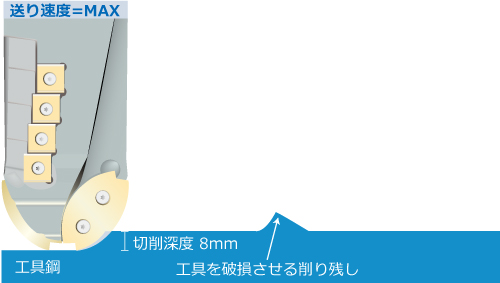
ベリカットは切削条件に基いて最適な送り速度を選択します。切削工具がより困難な状況に遭遇すると、送り速度が減少されます。条件が改善されると、それに応じて送り速度も増加します。
オプティパス®は、切削条件を決定するために体積除去率と切屑厚さを使用し、それらの条件にユーザーの送り速度設定を適用します。
Forceは、物理的に特徴付けられた材料データと切削エッジジオメトリを使用して、与えられた切削条件での切削力と工具負荷を予測します。次に、切削工具、主軸動力、および切屑厚さに対し、希望する切削力を維持するために、最大の信頼できる送り速度を計算します。
どちらのモジュールも、ツールパスの軌道を変更することなく、必要に応じて改善された送り速度を自動的に計算して挿入します。

高速加工 vs 高効率加工