- ホーム
- VERICUT製品概要
- オプティパス® - 送り速度の最適化(オプション機能)

"最適化に費やされた4時間半のプログラム時間は、75,000ドルを節約!"
Brian Carlson
Programming Manager
Aerospace Dynamics, International
簡単なセットアップと使用
セットアップウィザードは、部品を加工する際に切削工具設定を求めるプロンプトを表示します。基本的には、切削工具に情報を追加します。その切削工具のすべての設定は、最適化ライブラリーに保存されます。 設定は一度定義するだけです。一度定義された切削工具はいつでも使用でき、即座に最適化し結果を求めることができます。オプティパスには、セットアップ不要の最適化ライブラリーを作成するための「学習モード」もあります。 各切削工具について、オプティパスは最大の切削送り速度と切り屑厚さを計算し、それらを使用して切削工具の最適化設定を決定します。
使い方...
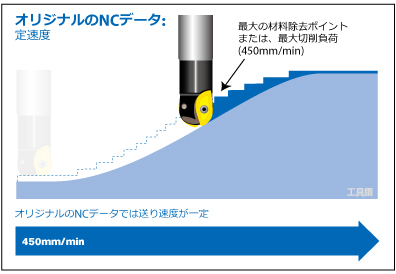
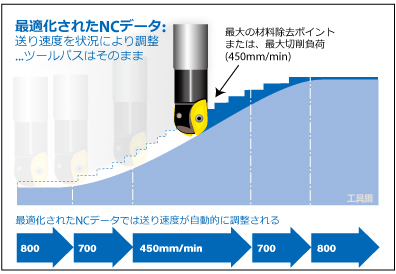
切削工具が材料除去率の高い箇所に遭遇すると送り速度を減少させ、材料除去率の低い箇所では送り速度を増加させます。オプティパスは、各切削セグメントによって除去される材料の量に基づき、必要に応じて改善された送り速度を自動的に計算します。 ツールパスの軌道を変更せずに、オプティパスは更新された送り速度を新しいNCプログラムに書き込みます。
オプティパス®の詳細
オプティパスは、NCツールパスファイルを読み込み、動作を複数の小さなセグメントに分割します。必要に応じて、各セグメントで除去された材料の量に基づき、遭遇する各切削条件に最適な送り速度を割り当てます。
その後、送り速度だけが改善された新しいツールパスを出力します。ツールパスの軌道は変更しません。
所定の数の加工条件に対して理想的な送り速度を入力します。オプティパスは、ツールパスの性質に依存する要因も考慮します。
- 切込み深さ
- 切削除去率
- 入力フィードレート
- 切り込み幅
- 切削工具の磨耗
- 切り込み角
このソリューションは自動であり、NCプログラムが工作機械に読み込まれる前に最適な送り速度に調整します。また、NCプログラマーとマシンオペレータの専門知識を使用し、特定の切削条件で最高の送り速度を決定するのにも役立ちます。
高速度加工 vs 高効率加工
高速加工が注目されています。しかし、本当の「高速」加工とは何でしょうか?単純に最大送り速度に設定し、切り込みの浅いパスを何度も取ることでしょうか?この方法は、少し切り込みを深くし、小数のパスを取るよりも効率が低いことがあります。 最短の切削時間を達成することは送り速度に関係しますが、必ずしも「最速の送り速度=最も効率的」というわけではありません。最短の時間で切削する高効率加工が本来の目的です。高効率加工を実現するための鍵は、切削条件により適切に送り速度を変化させることです。
"このソフトウェアは、切り込み負荷が大きすぎる状態を検出し、送り速度をより合理的なレベルに調整します。切り込み負荷が低くなると、工作機械はより高い送り速度に戻ります。"
Alan Christman, CIMdata
Software Trends Enhance Moldmaking Industry
MoldMaking Technology, November 2002
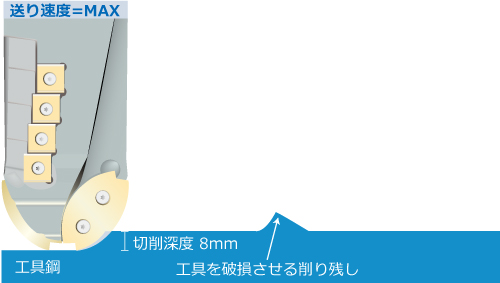
小さな切り込み、小さなステップダウン、ステップオーバーにより最大送り速度で切削を行うと、実際には多くの場合、効率の悪いパスとなり、時間を短縮するという目標を達成することができません。より大きな切込み深さ (この例では「500」対「100」) での切削が効率的です。しかし、切削工具は機械主軸を破損させたり、主軸動力を上回る過負荷状態に陥る場合があります。
この状況が自動最適化ソフトウェアが本領を発揮する場面です。ベリカットは切削状況の角セグメントでの材料除去率を正確に把握しており、負荷が高すぎる場合は送り速度を低くします。これにより、切削工具の破損を防ぎ、工作機械が主軸動力の限界を超えないようにします。可能であれば、同じ高送り速度が維持されますが、1回のパスごとに100%だけステップダウンする場合よりも、
高い切削効率と時間短縮を実現することができます。